
“Kaliteli bilgiyi, kaliteli insanlara ulaştırmak istiyoruz.”
GİRİŞ
Yeni iş dünyası liderlerinin ve yöneticilerinin karşılaşacağı en çetin sorun “Nasıl başarılı olabiliriz?” değil, “Başarımızı nasıl koruyabiliriz?” sorusudur.
Verimlilik kalkınmaların sürdürülebilmesi açısından büyük önem taşımaktadır.
Verimlilik, uzun dönemde nüfusun ortalama hayat standardını belirleyen ana faktördür. Daha çok çıktıyı daha az girdi kullanarak, hatasız olarak bir seferde üretmek şirketler için daha fazla kazanç, gelecek nesiller için de kullanabilecekleri daha fazla kaynak anlamına gelir.
Eğer Motorola gibi “nasıl ayakta kalabiliriz?” diyerek Six Sigma uygulamasına geçerseniz Altı Sigma sizin firmanıza ek bir “kas gücü” oluşturacaktır.
KARŞILAŞTIRMA
Mc-Donalds ve Şanlıurfa Kebap Salonu ikisi de bir şeyler yemek için gittiğimiz yerlerden. Tabi ki de farkları var.
Öncelikle Mc-Donalds’ a gittiğimizi varsayım. Her zaman söylediğimiz Chicken menüden söyledik. Önümüze geldi ve yıllardır yediğimiz lezzetin aynısı yine ağzımıza geldi. Bunun nedeni yıllardır yapılan bu hamburgerlerin pişirilme süresinden, içine konulanlara hatta üst üste konuluş sırasının bile standartlarının olmasıdır. Her canımız chicken menü çektiğinde aynı lezzeti alıyoruz ve memnun kalmış oluyoruz.
İkinci olarak Şanlıurfa kebap salonuna gittiğimizi varsayalım. Her zaman söylediğimiz tavadan söyleriz. Önümüze gelir ve her geldiğinde farklı bir lezzet bırakır ağzımızda. Bazen gittiğimize pişman oluruz hatta. Çünkü biraz yanmıştır bu sefer etlerimiz. Veyahut etlerini bu sefer farklı kasaptan almıştır. Bunun nedeni Şanlıurfa kebap salonunda değişikliklerin kontrol altına alınamamasıdır.
Bütün değişiklikleri kontrol altına alırsak kalite de sürekliliği sağlamış oluruz.
SİGMA ÜZERİNE
σ harfi yunan alfabesinde kullanılan ∑ sembolünün küçük harf olarak gösterimidir. İstatistikte küçük sigma(σ), değişkenlik ölçülerinde standart sapma olarak kullanılır.-İstatistik derslerinden de anımsanacağı üzere- standart sapma, herhangi bir nesne ya da süreç grubu içindeki “değişkenlik” ya da tutarsızlık miktarının göstergesidir. Örneğin, aldığınız bir hazır-yemeğin bir gün sıcak ve lezzetli, bir sonraki gün ise ılık olması değişkenliktir. Ya da aldığınız gömleklerin üçü de aynı beden olduğu halde bir tanesi size dar geliyorsa, bu da değişkenliktir. Aslında değişkenliğe sonsuz sayıda örnek verilebilir, çünkü her şey şu ya da bu biçimde bir değişkenlik gösterir; değişkenlik yaşamın bir parçasıdır.
İki tür standart sapma vardır :
1 )Ana kütle standart sapması: Topluluğun, yığının, partinin tüm birimlerinin değerlerinin tek tek alınarak standart sapmanın bulunması. Günlük hayatta pek çok durumda tüm birimlerin verileri bilinmez.
2)Örneklem standart sapması: Ana kütleden seçilen örneklerin değerlerinin alınarak standart sapmanın bulunması. Örneklem standart sapmaya ana kütle standart sapmanın tahmini değeri denilebilir ve genellikle bu sapma değeri kullanılır. Şapkalı sigma olarak veya s harfi ile gösterilir.
*Bu standart sapmalarının formülleri vardır. Mühendislik öğrencileri bunların mantığını bilmelidir ve gerekli olduğunda gerekli formülü alarak kullanabilmelidir. Mühendislik sadece sözelde kalmamalıdır. Ancak bu yazıda matematiği işin içine çok sokmadan anlatmayı tercih ettim. İlerdeki Six Sigma çalışmalarında gerekli olan matematiğe de değinilecektir.
Six Sigma sözlüğünde, bir iş sisteminin yalpalamasına ya da sergilediği düzensizliğe “değişkenlik” denir. Müşteriler üzerinde olumsuz etki yaratan kötü değişkenlik türünü “hata” olarak adlandıracağız.(Bazı Six Sigma’cılar hataları incelerken bunlara “bela” ya da “düşman” gibi kelimeler kullanma eğilimindedirler.) Kapalı çevrim iş sistemini oluşturmak, izlemek ve iyileştirmek için yararlanılan yaklaşıma da “süreç yönetimi”, “süreç iyileştirmesi” ve “süreç tasarımı/tasarım güncellemesi” diyeceğiz.
“Müşteriyi tanımak ve doğru ölçüm yapmak Six Sigma sisteminin yakıtı gibidir.”
DEĞİŞKENLİK PERSPEKTİFİNDEN BAKMANIN YARARLARI
Değişkenliği incelemek, bir yöneticinin, yönettiği işin gerçek performansını ve o işin süreçlerini derinlemesine kavramasına yardımcı olur. Eskiden –hatta bugün bile çoğunlukla- kuruluşlar çalışmalarını “ortalama” terimiyle ölçer ve tanımlardı: Ortalama maliyet, ortalama çevrim zamanı, ortalama kargo boyutu vb. Fakat aslında ortalamalar, değişkenliği gizleyerek, sorunların görülmesine engel olur.
Örneğin müşterinize, sipariş üzerine yapılan parçaların, sipariş verildikten sonraki altı iş günü içinde bitirilebileceğini söylüyorsanız, sipariş-teslimat performansınızın ortalama 4.2 gün olduğunu öğrenmek sizin için sevindirici olabilir. Ancak, bu ortalama değer,-süreçlerinizdeki geniş değişkenlikten dolayı- siparişlerin %15’ten fazlasının teslimatının 6 günden uzun sürdüğü(yani geç kaldığı) gerçeğini görmenizi engelleyebilir. Toplam değişkenliği azaltmadığınız sürece, ortalama teslim süresini 2 güne indirmeniz gerekir ki, bütün siparişleriniz söz verdiğiniz gibi 6 gün içinde teslim edilebilsin. Bunun dışında, değişkenliği önemli ölçüde azaltarak, hiç geç teslimat olmayacak biçimde, ortalama teslimat süresini 5 güne çıkartabilirsiniz. Demek ki değişkenliği iyice anlamak ve azaltmak, hem siz hem de müşterileriniz açısından son derece yararlıdır, çünkü artık, müşterilerin taleplerini zamanında karşılamak için, öngörülmeyen aksaklıkları telafi etmek zorunda kalmayacaksınız.(Örneğin pek çok durumda, 5 günlük bir ortalama teslimat süresine ulaşmanın maliyeti, 2günlük süreye kıyasla daha düşüktür.)
Aşağıdaki şekilde en solda sürece(ya da sisteme) sokulan girdiler yer alıyor. Ortada kuruluşun ya da sürecin kendisi görülmekte. Girdi ve çıktıları bulunan birbirleriyle ilişkileri bulunan işlemlerin olduğu kısma ‘süreç’ denir. Son olarak da, en sağda, bütün önemli müşterileri, nihai ürünleri ve (ümit edelim ki) kazancı görüyoruz.
*Burada süreç olarak geçen kelime karşımıza sık sık proses olarak da çıkmaktadır. İkisinin de anlamı aynı olmakla birlikte kullanım yerlerinde çok ince bir fark vardır. Üretimde genelde proses olarak adlandırılır. Sebebi üretimin olduğu yerlerde daha çok proses kelimesinin kullanılmasıdır.

Şekil-Akış öncesi(X) ve akış sonrası (Y) değişkenler
Six Sigma şirketlerinde, X’ler ve Y’ler üzerine kurulu bir dil kullanmak artık alışkanlık haline gelmiştir. Yine de değişken deyince, birden fazla anlam olabileceğini bilmek gerekir; örneğin:
Y şu anlamlara gelebilir: *Stratejik hedef *Müşteri Gereksinimleri *Kazançlar *Müşteri Memnuniyeti *Toplam iş verimliliği
X şu anlamlara gelebilir : *Stratejil hedeflere ulaşabilmek için gerekli eylemler *Yapılan işin kalitesi *Müşteri memnuniyetini belirleyen ana etkenler *Personel, çevrim zamanı, kullanılan teknoloji vb. gibi süreç değişkenleri
Değişkenliğin ölçüsünü ise ppm ile ifade ederiz.6 sigma ile ppm arasında ilişki kuracak olursak, ppm’i milyon ürün/hizmet başına hata sayısı olarak düşünebiliriz.6 Sigma’da ppm=3,4 tür. Bu da milyonda 3,4 hata demektir.1 milyon işin 3,4 tanesini müşteri beğenmemiştir demektir. Sigma seviyesi arttıkça yani 5σ dan 6σ ya geçince milyonda ki hata sayısı azalır ve dolaylı olarak müşteri memnuniyeti artar. Ancak her firma 6σ’ya ulaşamayabilir ve 6σ ya ulaşma hedefi kademeli ve uzun süreli olmalıdır.

Unutulmamalıdır ki Sigma(σ) bir değişkenliğin ölçüsünü göstermesine rağmen 6sigma (6σ), hedeflenen bir değişkenliğin ölçüsüdür.
Aşağıda farklı sigma seviyelerinde milyonda hata sayısı(ppm) gösterilmiştir.
1σ ==> 691.462
2σ ==> 308.538
3σ ==> 66.807
4σ ==> 6.210
5σ ==> 233
6σ ==> 3,4
Bir ürün ya da hizmetin, müşteri taleplerini karşılayamadığı her durum ya da olayı hata olarak tanımlamıştık. Milyonda kaç hata olduğunu bir kez hesaplayabilir ve “Sigma Düzeyini” zi saptamak için yukarıda ki basit tablodan yararlanabiliriz.
Otomotiv sektöründe ki kurumsal firmalar ppm=9 da çalışmaktadır. Görüleceği üzere 5σ ile 6σ arasındadır. Bu bilgi bile sizin işe girmenize yardımcı olabilir.
Ppm=9 hemen size ana sanayide banttan çıkan araçların milyonda dokuz tanesinin hatalı olduğunu düşündürmesin. Otomotiv parçalarının milyonda hata sayısı 9’dur.Mesela TOFAŞ’ın hedefi bantlardan %85 başarılı araç çıkarmak. Tabiki hatalı olan araçlar banttan hemen sonra bakıma alınıyor ve gerekli uygulamalar gerçekleştiriliyor.
FORD OTOSAN Türkiye Genel Müdürü Turgay Durak “Üründe varyasyon olmasının affedilemeyeceği bir sektör olarak Otomotivde 6 Sigma kesinlikle uygulanmalı.”
* DPU(Defect per Unit), DPO(Defect per Opportunity), DPMO(Defect per Million Opportunity) bunlarda ölçüm araçlarındandır. Ppm ise DPMO ya karşılık gelir
*2,33σ ve 3,8σ değerleri de önemlidir. Sadece tamsayı niteliğindeki sigma seviyeleri yoktur.
3.8σ è10(ppm=10) 2.33σè100.000(ppm=100.000)
*Ayrıca ”Ürün/hizmet” dediğimizde de ‘hizmet’ kelimesi tam olarak anlaşılmamaktadır. Bir ürünün tasarlanması ya da onun imalatında doğrudan rol almayan süreçlere ‘hizmet’ denir. Bunlar, satış, mali işler, pazarlama, satın alma, müşteri destek, lojistik ya da insan kaynakları bölümleridir. Six Sigma’dan en çok yararlanan çalışmaların bunlar(hizmetler) olacağını şimdiden söyleyebiliriz. Çünkü günümüzde sadece üretim yapan bir şirket artık neredeyse kalmamıştır.
*Daha 1970 lerin başlarında Birleşik Devletler’deki toplam çalışan sayısının %65’inden fazlası hizmet alanlarında bulunuyordu.1990 ların sonunda ise bu oranın yaklaşık %80 olduğunu ve artacağını ‘Çalışma İstatistikleri Bürosu’ saptamıştır.
*0 hata veyahut %100 başarı oranı ile çalışıyoruz diyen firmalara dolandırıcı demek yerine şu soruyu sorsak daha fazla utanacaklarını düşünüyorum. KAÇ MİLYON ürün de hatanız SIFIR? Büyük ihtimal 100 tane parça üretti ve hiç hatası çıkmadı 0 hata diye seviniyor.(belki de müşteri çekmek istiyordur? )Sıfır hata sadece nefes alma sistemimizde vardır.
NORMAL DAĞILIM
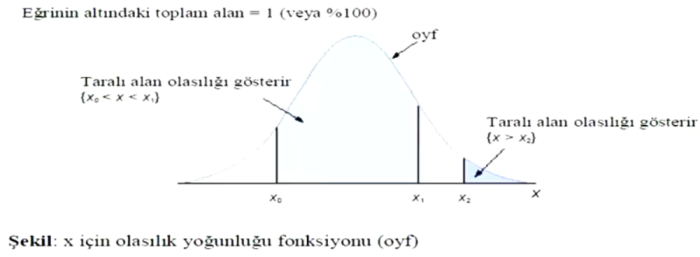
Biraz daha ayrıntılı incelemek istersek 6σ ve diğer sigma değerlerinin nasıl elde edildiğini anlamamız gerekir. Bunun içinde istatistik dersinde gördüğümüz normal olasılık dağılım eğrisini incelememiz gerekir. Burada sigma değerlerinin nasıl hesaplanır sorusunun cevabına değinilecektir. Detaya inilmeyecektir.
Çan eğrisini artık her yerde gördüğümüzden aşina olmuşuzdur. Histogram grafiği ve dağılımı şekli hakkında fikir veriyor. Bu eğriyi matematikte gördüğümüz grafik olarak düşünürsek bu eğrinin de tabi ki formülü vardır. Bu eğrinin herhangi bir noktasının alanını bulabiliriz. Alanı bulmak için formülümüze integral uygulayabiliriz. Tabi artık kimse bunları hesaplamıyor artık bilgisayarlar, hesap makineleri olasılığı/ihtimali hesaplayabiliyor. Eskiden tablolar vardı ordan bakıp işlemler yapılıyordu. Buna benzeyen onlarca dağılım var. Bunlardan en meşhurları: normal dağılım(Gauss dağılımı), t dağılımı, f dağılımı, binom dağılımı gibi birçok farklı dağılım var. Bunlar farklı analizler farklı problemlerin çözümü için bunlardan faydalanılıyor.
*Normal dağılımı ve normal eğriyi birbirinden habersiz üç matematikçi yazı-tura atarak bulmuştur.
Toplam Kalite Yönetimi Nedir?
- Sistematik bir yaklaşım ile müşteri ihtiyaçlarını yerine getirebilmek için kullanılan insan, iş, ürün ve/veya hizmet kalitelerinin tüm çalışanların katkıları ile sağlanmasıdır.
- Toplam Kalite Yönetimi mükemmelliği, “sıfır hata” düzeyinde bir ideali hedefleyen yönetim felsefesidir
*Kalite Yönetimi (KY) ile Toplam Kalite Yönetimi (TKY) arasındaki şöyle bir fark vardır: TKY’de tüm paydaşları odaktadır. KY’de ise sadece müşteri odaklılık vardır.
Altı Sigma ve Toplam Kalite Yönetimi
Six Sigma kavramlarıyla ilk kez karşılaşan bazı kişiler bu kavramların, son 15-20 yıl içinde yoğunlaşan “Toplam Kalite” çalışmalarına çok benzer olduğundan şikayet eder. Bazı açılardan kalite akımının yeniden canlanışını müjdelediğini söylemek yanlış olmaz. Toplam Kalite Yönetimi (TKY) konusunda sahip olduğunuz birikim, Six Sigma girişimini başlatırken sizin için bir avantaj sağlayabilir. Öyleyse şimdilik, Six Sigma’nın “dopingli bir TKY” olduğunu düşünmenizde hiçbir sakınca yok.
- Altı Sigma, Toplam Kalite Yönetiminin önemli odak noktalarından biri olan süreçlerin kalitesinin ölçümü ve iyileştirilmesinde kullanılabilen bir yöntem, bir metodolojidir.
- Altı Sigmanın Toplam Kalite Yönetimi veya benzeri programlardan en önemli farkı, sonuçlarının ölçülebilir olması, bir bölümün veya fonksiyonun tekelinde kalmayıp tüm şirkete yayılarak tüm süreçleri içine alması ve şirket kültürünü değiştirmesidir.
- Altı Sigma metodu Toplam Kalite Yönetimi veya diğer kalite sistemlerine alternatif değil, onları bütünleyen, destekleyen ve birlikte yürütülecek bir metodolojidir.
SIX SIGMA TANIMI
Six Sigma’nın ne olduğu(ki bu hem basit hem de karmaşık bir sorudur) ilk defa duyanların soracağı ilk soru olacaktır. Şunu kesinlikle unutmamak gerekir ki Six Sigma Kuram değil, eylemdir. Six Sigma, tek bir yöntem ya da strateji üzerine kurulu, gelip geçici bir heyecan değildir; yöneticilik becerisini ve performansını iyileştirmeyi hedefleyen esnek bir sistemdir.
Problemlerin kök nedenlerinin bulunmasında bilimi kullanan sonuç odaklı bir iyileştirme yaklaşımıdır.
“Kök nedenini bilmediğimiz hiçbir problemi çözemeyiz.”
Basın dünyası Six Sigma’yı çoğunlukla “süreçleri ve ürünleri daha düzgün hale getirmek için mühendis ve istatistikçilerin kullandığı ileri derecede teknik bir yöntem” olarak tanımlar. Bu tanım kısmen doğrudur. Ölçümler ve istatistikler Six Sigma iyileşmesinin kilit unsurlarıdır.-ancak işin hepsi bu ikisiyle bitmiyor.-
Bununla birlikte, Six Sigma’nın bir diğer tanımı da, bir şirketi müşteri memnuniyeti, karlılık ve rekabet gücü açılarından daha ileri bir konumuna taşıyacak “kültür değişimi” ni amaçlayan kapsamlı bir çaba oluşudur. ”Kültür değişimi” hiç kuşkusuz, Six Sigma’yı tanımlamanın isabetli bir yoludur. Ancak, mevcut şirket kültürüne zarar vermeden de Six Sigma “yapmak” olanaklıdır.
Six Sigma’nın kapsamı ve esnekliğini ifade eden bir tanımlama önerebilirsek:
SIX SİGMA: İşte başarıyı yakalamak, sürdürmek ve en üst düzeye ulaştırmak için kapsamlı ve esnek bir sistem. Six Sigma’yı işleten benzersiz bir mekanizma, müşteri ihtiyaçlarını derinlemesine anlama; gerçekleri, verileri ve istatistiksel analizleri bir disiplin çerçevesinde kullanma; iş süreçlerini yönetme, iyileştirme ve yeniden keşfetmekten ibarettir.
İşinizde elde edebileceğiniz “başarı” türleri geniştir, çünkü Six Sigma “sistemi”nin kanıtlanmış yararları çeşitlidir; bunlar arasında;
*Maliyet düşürme
*Verimin artırılması
*Pazar payının büyümesi
*Müşteri sürekliliği
*Çevrim zamanının kısalması
*Hata oranı azalması
*Kültür değişimi
*Ürün/hizmet geliştirme
Bir şirket Six Sigma’yı uygulamaya çalışıyorsa sürekli olarak hem uzun vadeli gelişmeye, hem de üç aylık sonuçlara önem vermelidir.
OTOKOÇ Genel Müdürü Sayın Cenk ÇİMEN, “HİZMET SEKTÖRÜNDE ÖNEMLİ NOKTALARDAN BİRİ, NE KADAR İYİLEŞTİRME YAPTIĞINIZIN YANI SIRA BU İYİLEŞTİRMELERİN NE KADAR KALICI OLDUĞUDUR.”
6 Sigma’yı okuyunca ne olmadığını anlamanız için de bir cümleyi paylaşmak istiyorum “6 Sigma yeni bir kavram olmadığı gibi, sihirli bir değnek de değildir. Ayrıca entelektüel bir söylem de değildir”
Bu yazıyı okuduktan sonra çevrenizde sık sık karşınıza çıkacak olan Yalın(lean) ve Yalın 6 Sigma(Lean 6 Sigma) yaklaşımları dikkatinizi çekecek. Aklınızın karışmaması için temel farklarını söylemekte fayda olduğunu düşünüyorum.
Yalın yaklaşım :
Karşımıza “yalın üretim”, ”yalın yönetim” ve “yalın organizasyon” olarak çıkmaktadır. Temelinde gereksiz ve ihtiyaç fazlası elemanlardan kurtularak hızın arttırılması yatar. Yalın üretim, 20.yüzyılının 2. yarısına damgasını vuran bir sistem olmakla beraber temeli 1950’lerde Toyota firmasında atılmıştır.
“Honeywell ve dünyadaki birçok şirkette uygulanan lean enterprise, The Machine That Changed The World (Dünyayı Değiştiren Makine) ve Lean Thinking (Lean Felsefesi) adlı kitaplarda tanımlandığı gibi Toyota Üretim Sistemi’nin bir türevidir. Mümkün olan en yüksek katma değer üretimini sağlayan ve bir ürün veya hizmetin esas süreçleri boyunca gerekli olan, ancak değer katmayan etkinlikleri ortadan kaldıran bir metodolojidir.”
Yalın 6 Sigma :
6 SİGMA+YALIN=YALIN 6 SİGMA

Altı Sigma’nın zayıf kaldığı noktayı, Yalın yaklaşımın “hız” konusu ile gideren bütüncül bir yaklaşımdır. Yalın yaklaşımına 6 Sigma’nın sıfır hata hedefine odaklanışı eklenerek bütünleşen yaklaşıma Yalın 6 Sigma denir.
Bu yazıda 6Sigma üzerinde durulacaktır. Birkaç yalın ilkenin 6Sigma eğitim programlarına eklenmesiyle veya yalın ilkelerini uygulayan kişilere 6Sigma( yeşil ve/veya kara kuşak) eğitimleri verilmesiyle YALIN ALTI SİGMA sağlanmış olur.
Yalın,6Sigma,Yalın 6 Sigma arasında üstünlük farkından söz edilemez. Firmadan firmaya ihtiyaç değişeceğinden dolayı firmanın büyüklüğüne, yapısına teknolojisine bağlı olarak hangisi en uygunsa o yaklaşım seçilecektir. Bunlardan herhangi birinin uygulanmasına müsaade verecek olan her sektörde olduğu gibi otomotiv sektöründe de üst yönetim veya firma sahibidir. Üst yönetimin/patronun desteklemediği hiçbir yaklaşım firmaya uygulanamaz.
*FORD: “Yalın’ı, Altı Sigma’dan ayıran nokta ise; süreçlerde katmadeğersiz adımları ortadan kaldırarak hızlı çözümler sunmasıdır. Biz de bu iki yaklaşımı birarada kullanmaya karar verdik, ki hizmet sektöründe bulunan firmalar için en uygun girişim olarak söyleyebiliriz.”
*Ekstra olarak kaizen yaklaşımını da sık sık duyacaksınızdır. Literatürde bir takım tanımları bulunmasına rağmen en çok kullanımıyla “Sürekli Gelişme” olarak bildiğimiz Kaizen, aslında Japonca “KAI” (değişim) ve “ZEN” (daha iyi) sözcüklerinin birleşiminden oluşarak “daha iyi değişim” anlamını almaktadır. Örneğin TOFAŞ firmasında sorunun/problemin zorluk derecesine göre : hızlı kaizen, standart kaizen, major kaizen ve ileri kaizen uygulamaları görülür. Kaizen, sorunun net olarak tanımlandığı ve çözüm yolunun bilindiği durumlarda uygulanmaktadır. Kaizenin tersine 6σ projelerinde sorunun çözümü bilinmemektedir.
6SIGMA HER FİRMADA UYGULANABİLİR Mİ?
Bu soruyu 6Sigma’yı uygulamak için ön koşullar nedir şeklinde de sorabilirdik. 3 tane olmazsa olmaz diyeceğimiz koşul vardır:
ALTYAPI: İstatistiksel bir çalışmanın yapılabilmesi için; birimlerin mutlaka “sayılabilir”, “ölçülebilir” veya “değerlendirilebilir” özelliklere sahip olması gerekir. Gerçek bir sistem olmalı ve her şeyin verileri kayıtlı olmadır. Verisi olmayanı ölçemeyeceğimizden dolayı her şey kaydedilmelidir. “Tanımlayamadığınızı ölçemezsiniz, ölçemediğinizi analiz edemezsiniz, analiz edemediğinizi iyileştiremezsiniz, iyileştiremediğinizi kontrol edemezsiniz, kontrol edemediğinizi yönetemezsiniz.“ sloganını atabiliriz. Kuşkusuz; bu slogan “… yönetemediğinizde yok olup gidersiniz” olarak bitecektir.
YÖNETİM: Tepe yönetimin 6Sigma inancı, hayali ve 6Sigma projelerine desteği olmalıdır. Tepe yönetimin desteklemediği hiçbir sistem kurulamaz.
“Parasıyla değil mi bizde 6Sigma’ya geçmek istiyoruz” diyerek 6Sigma’ya geçilmemelidir ve GEÇİLEMEZ.
ÇALIŞANLAR: Çalışanların ve buna bağlı olarak orta kademe yöneticilerin yetkin(eğitimli, analitik düşünme yeteneği olan, matematik ve istatistiği seven) ve adanmış (gönüllü, istekli ve iyileşme için heyecan duyan) olması gerekir.
6Sigma’da en çok karşılaşılan model/uygulanan model: TÖAİK (DMAIC)

TÖAİK olarak adlandıracağımız İngilizcesi DMAIC olan bu 6Sigma yol haritası(metodojisi) birbirini izleyen beş aşamadan(phases/evreden) oluşan proje odaklı döngüsel bir yaklaşımdır. Bu aşamalar yukarıda da görüleceği üzere: Tanımlama, Ölçme, Analiz, İyileştirme ve Kontroldür.
Tanımlama: Firma müşterisinin beklentileri doğrultusunda yapılacak olan iyileştirme(problem) tanımlanır. Tanımlama, proje tanımlama formu(proje beyanı) doldurularak tamamlanır. Bu proje tanımlama formunda sigma seviyesi, ekip üyeleri ve -bence en önemlisi- firmanın finansal kazancı yazar.
 Ölçme: Değişkene ilişkin gözlem değerlerinin sayılar ve sıfatlar şeklinde gösterildiği evredir. Ölçüm sonucunda elde edilen gözlem değerlerinden hareketle, betimsel (özet) istatistikler çıkarılır ve/veya çeşitli istatistiksel analizler yapılır.
Ölçme: Değişkene ilişkin gözlem değerlerinin sayılar ve sıfatlar şeklinde gösterildiği evredir. Ölçüm sonucunda elde edilen gözlem değerlerinden hareketle, betimsel (özet) istatistikler çıkarılır ve/veya çeşitli istatistiksel analizler yapılır.
Bu aşamada yaygın olarak kullanılan araçlar : Pareto Şeması, FMEA/HTEA(Hata türü etkileri analizi),Öncelik Matrisleri, Frekans Poligonları, Kontrol Şeması, Süreç Sigması v.b.
Analiz: Tanımlanan ve ölçüm sistemi doğrulanan prosesten elde edilen verilerin analizi yapılabilir. Analiz aşamasında, problemi veya aynı anlama gelmek üzere sonucu etkileyen faktörler(girdiler) ortaya konur.
Bu aşamada yaygın olarak kullanılan araçlar: Beyin Fırtınası, Hipotez Testleri, Regresyon Analizi, Güven Aralıkları v.b
İyileştirme: İyileştirme safhasında nedenleri ortadan kaldırmayı hedefleyen çözümler geliştirilir, uygulanır ve değerlendirilir. Bu çözümler daha iyi bir tahmini, daha iyi bir programlamayı, daha iyi bir prosedürü ya da daha iyi bir ekipmanı içerebilir. Amaç, verileri kullanarak, ortaya konulan çözümün problemi çözdüğü ve gelişme için öncülük ettiğini göstermektir.
Bu aşamada yaygın olarak kullanılan araçlar: Planlama Araçları (Ağaç Diyagramı, Gantt Şemaları),Deney Tasarımı, Akış Şemaları, Veri Toplama v.b
Kontrol: İyileştirme safhası sonucunda ortaya konulan çözümler ve uygulamaları kalıcı kılmak ve sürekli kontrol altında tutmak için uygulanan bir safhadır.
Bu aşamada yaygın olarak kullanılan araçlar:
- Kontrol Grafikleri
- Ölçülebilir Değişkenler için Kontrol Grafikleri (X-R Grafikleri, X-S Grafikleri, Ortanca Değer Diyagramları),
- Sayılabilir Değişkenler için Kontrol Diyagramları (p Diyagramları, np Diyagramları, c Diyagramları, u Diyagramları),
- Diğer Kontrol Grafikleri (CUSUM (Yığımlı Toplam) Kontrol Grafiği, EWMA Grafiği)
*6Sigma’da Bilmenizi istediğim DMAIC metodolojisine ek olarak aşağıdakilerde vardır:
–DMEDI: Define, Measure, Explore, Develop, İmprove (Tanımlama, Ölçme, Araştırma, Geliştirme, İyileştirme)
İşletmede hiç bulunmayan proje sürecinde yeni alınacak bir durumda kullanılır.
–DMADV: Define, Measure, Analyze, Design, Verify (Tanımlama, Ölçme, Analiz, Tasarım, Onaylama)
Bu yöntem, genellikle süreçler müşteri memnuniyetsizliğine neden olduğunda veya şirket stratejik hedeflerine ulaşmada yetersiz kaldığında tercih edilir. DMAIC’ten farklı olarak müşterinin ihtiyaçlarına uygun tasarımın yapıldığı tasarım ve yeni tasarımın onaylanması adımlarını içerir.
BİLİNMEYEN GERÇEKLERİ
1)Six Sigma çeşitli beceriler(bir bölümü ileri düzeyde,bir bölümü basit) içeren geniş bir yelpazeye sahiptir. En dikkat çekici sonuçların elde edildiği yerlerde “Six Sigma”nın, istatistik-esaslı, ayrıntılı bir analitik yöntemden çok daha ileri olduğu anlaşılır.
2)Six Sigma katı formüller değil, etkinlik düzeyinizi, işinizin gereksinimleri ve önceliklerini ve kuruluşunuzun değişime ne kadar hazır olduğunu dikkate alan özelleştirilmiş seçenekler ve ilkeler sunacaktır. Unutulmamalıdır ki: Six Sigma’nın sağlayacağı kazançlar daima elle tutulur özelliktedir.
3)Six Sigma sadece mühendislik camiasının sınırlarında bulunan oluşum değildir. Üretimin yanında hizmet faaliyetlerinde etkin olarak kullanılmaktadır.
4)Six Sigma, teknik mükemmellik kadar,insan mükemmelliği de demektir. Yaratıcılık, işbirliği, iletişim, inanç; bütün bunlar, bir grup süper istatistikçiden daha iyidir. Şanslıyız ki, Six Sigma’nın ardındaki temel düşünce, daha iyi fikirler üretmeleri için insanlara esin kaynağı olması ve onları daha yüksek performansa teşvik etmesidir-bu da bireysel yetenekler ile üstün teknik beceriler arasında sinerji oluşturur.
Bu özelliğiyle de işleri oluruna bırakmak ile performans beklemek arasında dengeyi nasıl sağlayacağınız konusunda yeni bir anlayış kazanırsınız.
5)İyi haber, Six Sigma diş tedavisinden çok daha eğlencelidir. Şaka bir yana, Six Sigma’dan elde edilebilecek parasal kazançlar, değer olarak elle tutulamayan kazançların altında kalabilir. Aslına bakılırsa, iyileşmiş süreçlerden ve daha iyi bilgilendirilmiş insanlardan kaynaklanan zihniyet değişikliğinin ve artan isteğin gözlenmesi çoğu zaman daha kolaydır ve para boyutundaki kazançlara kıyasla duygusal açıdan daha fazla memnuniyet verir.
Üstelik pek çok kişinin duyduğu endişenin tersine, istatistik analiz konusunda çok sağlam bir temele sahip olmanız da gerekmez. Six Sigma, yalnızca şirketinizin performansını ölçme ve bunu analiz etme biçimine katkıda bulunmaz aynı zamanda işinizi yönetirken benimsediğiniz temel yaklaşımınızı da geliştirir.
Motorola Six Sigma’yı , bir dizi araç olmanın ötesinde, iletişim, eğitim, liderlik, ekip çalışması, ölçüm ve müşteriye odaklanma üzerine kurulu, işi yeni bir biçime sokma yöntemi olarak uygulamıştır. Larson’un dediği gibi : “Six Sigma gerçekten de kültürel bir olgudur; bir davranış biçimidir.”
ALLIED’ın Six Sigma yöneticilerinden birinin dediği gibi: “Six sigmanın bizdeki etkileri:Bizim düşünme ve iletişim biçimimizi değiştirmiştir. Süreç yada müşteri hakkında hiçbir zaman konuşmazdık, şimdi ise bunlar, günlük konuşmalarımızın bir parçası.”
Bir hava yolu şirketi Six Sigma’dan bahsederken “Uçmanın tek yoludur.” Diye bahsediyor.SAYFA 46
Ortaya koyduğu sonuçlar ve onu benimseyen şirketlerin nitelikleri ortada olmasaydı, Six Sigma’yı gelip geçici bir akım olarak, görmezden gelmek kolay olabilirdi.
SİX SİGMA AKIMINA TAKILAN MARKALAR :
General Electric ( GE), Motorola, Sony, Toshiba, IBM, Boeing, Bombardier, Kodak, Seagate Technologies ,Johnson&Jonhson, Ericson ,Ford, GeneralMotors, Hitachi, Honda, Honeywell, Hyundai ,Jaguar, Microsoft, Samsung, Volvo
*Ülkemizde 6Sigma’yı uygulayan ilk firma GE’inde hisselerinin olduğu TEI(Turkish Engine Industry) firmasıdır.(1996)
*İkinci olarak ise 1999 yılında Arçelik 6Sigmayı uygulamıştır.
*Ford-Otosan, Çimtaş, Vestel, Vitra, Bosch-TR, BSH-Profilo, Borusan bazı diğer firmalardır.
SİX SİGMA’NIN YARARLARI
1)Kalıcı başarıya götürür
“Üç yıl içinde piyasadan silinme riskimiz var.” Sözünü ortadan kaldırır. İleride bahsedilecek olan “Kapalı Döngü Sistemi” olarak isimlendireceğimiz sürekli gelişmeyi sağlayan beceri ve kültürü oluşturur.
2)Herkes için bir performans hedefi belirler
3)Müşteriye sunulan değeri arttırır
4)İyileştirme oranını arttırır
Bir şirket Six Sigma ile yalnızca performansın iyileştirilmesini değil aynı zamanda iyileştirmelerinde iyileştirilmesini sağlar.
%99 kaliteye karşılık Six Sigma performansının karşılaştırmasına birkaç örnek verelim:
%99 kalitede Gönderilen her 300.000 mektupta 3.000 hatalı gönderi olurken
Six Sigma ile 1 hatalı gönderi olur.
%99 kalitede Haftalık TV yayınında(kanal başına) 1.68 saat yayın boşluğu oluşur
Six Sigma ile 1.8 saniye yayın boşluğu oluşmaktadır.
5)Öğrenmeyi ve bilginin yayılımını destekler
6)Stratejik değişimi gerçekleştirir.
YALIN ALTI SİGMA’NIN OTOMOTİV SEKTÖRÜNDE UYGULANABİLİRLİĞİ
Günümüzde Yalın Altı Sigma sadece otomotiv sektörünün üretim aşamasında değil aynı zamanda satış ve satış sonrası hizmetler departmanlarında da aktif olarak kullanılmaya başlanmıştır. Türkiye’de otomotiv satış ve satış sonrası hizmetler alanında faaliyet göstermekte olan bazı otomotiv firmaları Yalın Altı Sigma metodolojisini uygulamaktadır. Uygulanan konulardan bazıları aşağıdaki gibidir:
- Müşteri memnuniyeti
- Satış oranları, 2. el satış adetleri
- Filo satış adetleri
- Kasko-sigorta gelirleri
- Servis araç girişleri
- Servis gelişim projeleri
- Servis cirosunun ve karlılığının arttırılması
- Hareketsiz stok oranlarının azaltılması
- Garanti dışı servis giriş adetlerinin arttırılması
- İşletme masraflarının (elektrik, telefon, akaryakıt vb.) azaltılması
- Satın alma süreçlerin iyileştirilmesi
- Veri kalitesinin arttırılması
- Gecikmiş alacakların tahsilatı
- Stok yönetimi
*FORD: “2006 yılında gerçekleştirdiğmiz projelerden kısaca bahsetmek istiyorum. Adana şubemizde Ford güvence satışlarının arttırılması, Istanbul şubemizde ilk seferde doğru tamir oranının artırılması ve müşteri memnuniyetinin iyileştirilmesi, Konya şubemizde satış penetrasyonunun arttırılması, Ankara şubemizde İkinci El’de minimum stok tutmak ve filo satışlarının arttırılması, Izmir şubemizde servis memnuniyetinin arttırılması, Eskişehir şubemizde ise yedek parça atıl stoklarının azaltılması yönünde yeşil kuşak projeleri gerçekleştirdik.”
Türkiye’de lisans seviyesinde ilk 6 Sigma Dersi, Uludağ Üniversitesi İktisadi ve İdari Bilimler Fakültesi Ekonometri Bölümü tarafından 2005 yılından beri verilmektedir.
KAYNAKÇA:
- IŞIĞIÇOK Erkan,100 Soruda Altı Sigma, Marmara Kitabevi,Bursa,2011.
- Kalite Birliği Derneği(KalBir),ISO 9001:2015 Eğitimleri, ULUTEK,Bursa,2015.
- PANDE peter S.,NEUMAN Robert P.,CAVANAGH Roland R.,Six Sigma Yolu, Mc Graw-Hill,2003.
- Atakan GERGER, Bülent DEMİR Taşıt Teknolojileri Elektronik Dergisi (TATED) Cilt: 2, No: 1, 2010 (33-47) ,İzmir
- OTOKOÇ Genel Müdürü Cenk ÇİMEN, Röportaj: 27 Temmuz 2007. Sigma Forum Dergisi
- Ford Otosan Türkiye Genel Müdürü Turgay Durak Röportaj: 31 Ocak 2005 Sigma Forum Dergisi
- İhsan Eren – Schneider Electric, Bir Yeşil kuşak adayının proje hikayesi, Makale,Sigma Forum Dergisi
- George Bryne & Bob Norris – IBM Business Consulting Services ,ASQ (American Society for Quality) tarafından yayınlanan Six Sigma Forum Magazine dergisi ,2003 Mayıs
- OTOKOÇ Yalın Altı Sigma Koordinatörü Ozan MUSLU, Altı Sigma ile mükemmellikte süreklilik , Altı Sigma Forum dergisi ,2006
- William J. Hill ve Willie Kearney – Honeywell International Inc., ŞİRKET ALTI SİGMA ve ŞİRKET LEAN ilkelerini kullanarak nasıl büyük sonuçlar elde etti?, ASQ (American Society for Quality) tarafından yayınlanan Six Sigma Forum Magazine dergisi,2003 yılı Şubat sayısı
GÖNDEREN:
Burak ERBİLEN
Otomotiv Mühendisi
burakerbilen@gmail.com
6 Haziran 2016